

钢筋闪光对焊作业指导书
钢筋闪光对焊作业指导书
概述
钢筋闪光对焊是将两钢筋安放成对接形式,利用焊接电阻热使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法,是电阻焊的一种。钢筋闪光对焊具有生产效率高、操作方便,节约能源、节约钢材、接头受力性能好、焊接质量高等很多优点。
本工程中φ20、φ22钢筋部分接头使用连续闪光对焊,φ25、φ28钢筋较粗,且切断机断出的钢筋,端部有压伤痕迹,端面不够平整,采用闪光--预热闪光对焊。
编制依据:
1、《水工混凝土钢筋施工规范》
2、《钢筋焊接及验收规程》
钢筋施焊前注意事项:
钢筋在施焊前按实际焊接条件试焊2个冷弯试件和2个拉伸试件,根据对试件接头外观质量检查结果,以及冷弯和拉伸试验验证焊接参数。在试焊质量合格和焊接参数选定后,可成批焊接。
在钢筋焊接施工之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触表面上的锈斑、油污、杂物等,钢筋端部当有弯折、扭曲时,应予以矫直或切除。带肋钢筋进行闪光对焊、电弧焊、电渣压力焊和气压焊时,宜将纵肋对纵肋安放和焊接。
本工程钢筋对焊采用UN-150型对焊机。
1钢筋闪光对焊的操作过程
1.1连续闪光焊接时,烧化过程应较长。烧化留量应等于两根钢筋在断料时切断机刀口严重压伤部分(包括端面的不平整度),再加8mm。
2.1闪光—预热闪光焊的操作步骤为一次闪光→预热→二次闪光→顶锻。
2.1.1一次闪光
将钢筋夹紧在对焊机的钳口上,接通电源,使钢筋逐渐移近,端面局部接触,钢筋端面的接触点在高电流密度作用下迅速熔化、蒸发、爆破,并伴随着钢筋的烧损,称之为闪光过程。一次闪光的目的是把钢筋端部压伤部分烧去,使其端面达到比较平整,在整个断面上加热温度比较均匀,有利于提高和保证焊接接头的质量。其操作要点为:手要轻,送料速度要先慢后快,随焊件温度的提高逐渐达到中速,争取闪光连续,如遇钢筋端头闭接必须尽快推开操作杆,重新激起闪光,保持连续烧化,避免首次加热不均。
2.1.2预热
预热可使焊接钢筋的温度提高地均匀、充分。操作步骤为:夹紧的两个钢筋,在电源闭和后开始以较小的压力接触,然后又离开,这样不断地离开又接触,每接触一次,由于接触电阻及钢筋内部电阻使焊接区加热,拉开时产生瞬时的闪光,经过反复多次,接头温度逐渐升高形成预热阶段。其操作要点为:手要轻、动作敏捷,前臂与手掌保持平直,肘管节摆动要快、弧度要小,使钢筋端面不断地接触和分离。
2.1.3二次闪光
二次闪光的作用是排除焊口内的夹杂物,并将过热金属闪去,端部保持有一定长度的热影响区和足够的热量,为顶锻创造良好的条件。闪光要先慢后快,顶锻前高速强烈,并须保持连续稳定,不可中断,故烧化速度不可过慢,其平均速度以每秒2mm左右为宜,但也不可过于猛烈。烧化速度的判断方法为:声音要连续、清晰,无强烈劈啪声响,火花细而均匀,其喷射速度较快而又连续。
2.1.4顶锻
顶锻是闪光对焊的最后一个步骤。在钢筋端部充分加热及强烈的二次闪光保护下,顶锻时半熔化和部分过热金属被挤压出去,使钢筋的两个端部在组织上真正连接成整体。在顶锻时切忌焊缝内的氧化物和空气介入,所以顶锻过程应愈快愈好,以确保焊口的迅速闭合;同时,顶锻过程必须
首页推荐

水利水电工程中水闸的设计探析 (2019-12-04)
小水电站建设项目施工进度管理思考 (2019-12-03)
水利水电枢纽项目进度管控分析 (2019-12-03)
水利水电工程建设管理措施 (2019-11-29)
水利工程建设中存在的问题研究 (2019-11-29)
城区河堤工程建设管理分析 (2019-11-29)
水利工程建设安全管理问题研究 (2019-11-29)
24小时新闻资讯排行
24小时工程资料排行
文章评论
| 评论 |
|
|
精彩信息



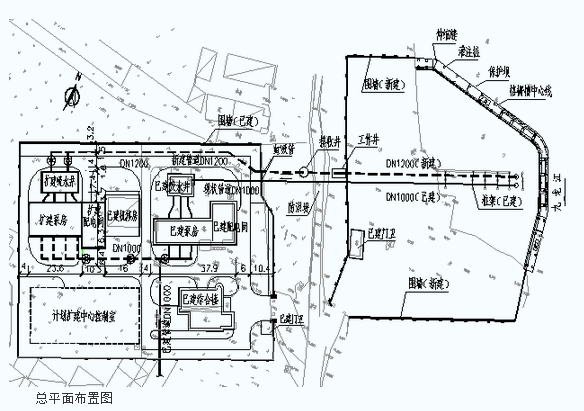 |
典型取水泵站扩建工程设计 |
| 论文导读:取水头部。设计采用新型双排拉森钢板桩围堰。虹吸管。穿越防洪堤。抽真空系统。总平面布置图.. |
热门文章

轻轻松松读懂地质报告
1、如何阅读勘察报告(1)直接看结束语和建议中的持力层土质、地基承载力特征值和地基类型以..[详细]