

水闸工程大型双扉闸门启闭机的安装施工
关键词:双扉闸门 启闭机 安装施工 泰国巴帕南水闸
1、概述
泰国巴帕南水闸工程地处海岸边,是该国一项重要水利工程。其主要功能是挡潮蓄淡,恢复和发展上游因海水浸渍而荒废的土地,使其重现“粮仓”生机,改变巴帕南流域的贫困面貌。该工程由中国水利电力对外公司联合泰国两家一等公司组成联营体中标承建,金属结构部分委托北京院设计、夹江水工机械厂制造,金属结构设备总重约2600t。其中,水闸系统的金属结构是整个工程能否投入运行的关键之一,而水闸系统双扉闸门的跨度超过20m,就目前而言如此大跨度的双扉闸门无论设计、制造或是安装在国内均属首次。因此,无论业主、咨询还是承包商,对这一部分都相当重视。
水闸系统是在新开挖的梯形复式断面引河的上游修建一座10孔拦河闸,每孔净宽20m。其中左右岸各有两个边孔设置4套双扉闸门,中间6孔为单扉闸门,均采用1台固定卷扬式启闭机操作。为了在检修单、双扉闸门时能挡住下游海水,在下游侧设置10孔叠梁闸门固定埋件及1套活动门槽,配备1套叠梁闸门及1套自动抓梁,由汽车吊操作。
2、双扉闸门的结构型式
双扉闸门由上扉门和下扉门两扇门叶组成,下扉门的作用是挡水和泄洪,平时放置在底坎,泄洪时与上扉门一起提起。上扉门的作用是挡水和通过顶部溢流调节流量,平时,上下升降调节水位,泄洪时,与下扉门一起提起泄洪。两扇闸门分别由门叶结构、主轮装置、侧轮装置、吊耳装置以及水封装置等组成。上下扉门各配备一台卷扬式启闭机启闭,两机既可同时启闭,也可单独操作,使两扇门扉能作相对滑动。在上下扉相对滑动(小流量调节)或相对静止(泄洪)的过程中,上扉门的上游面板始终作为止水座面和安装在下扉门体上的封水橡皮压缩以达到止水效果。
上、下扉门体均为双面板平面薄壁箱形结构,由挡水面板、非挡水面板、纵向隔板、水平次梁、主梁腹板、内外部爬梯等组成。下扉闸门的挡水面板设在下游侧,上扉闸门的挡水面板设在上游侧。为便于施工及检修,在闸门的非挡水面板两侧各开设了两列进人孔,孔盖采用格栅结构。
闸门采用悬臂定轮支承,下扉闸门左右两侧各4套主轮,上扉闸门左右两侧各2套主轮。主轮结构采用偏心轴结构,偏心量4mm。在主轮与轴的连接处设置了一平面滑动轴承(SKF自润滑轴承),可以消除闸门在水压力作用下支承处产生的转角位移,从而保证主轮踏面与主轨工作面的良好接触。侧轮支承为滚轮支承结构,上、下扉闸门每侧各2套侧轮装置。滚轮与轴之间采用自润滑轴套(复合材料),侧轮支座与闸门结构之间通过抗剪套及螺栓连接。下扉闸门为两侧面及底部三面封水,水封系统由侧水封、底水封、转角水封三种类型组成。由于闸门为双面挡水,侧水封截面形式为“Y ”形, 底水封及转1000角水封截面形式均为“I ” 形。侧水封和底水封通过转角水封连接形成一个密封面,达到挡水的目的。上扉闸门的水封系统设置在下扉闸门的吊杆及面板顶部的下游侧,构成一“U ” 密封面,上扉闸门的上游面板则作为水封座面,达到挡水的目的。上扉闸门的水封系统水封截面形式均为“Y ” 形。上、下扉闸门均为双吊点结构,吊点距为19.6米,每个吊点上设置两个动滑轮,分别安装在闸门两侧的吊耳板上,完成闸门与启闭设备的联接。闸门的主要参数见表1:

3 、闸门安装
3.1 方案比选
在安装闸门前,业主和承包商立足现场的条件、施工设备和能力,对闸门的安装方案进行多方面的优化。
对于闸门的拼装集中作了两个方案:方案一是利用已安装的门槽,把闸门分节运输到工地的各部分依次放入门槽(运输单元最重25t),组成整体,调整后焊接,简称门槽内整体拼装焊接;方案二是在安装平台上拼焊成20m长,3m高几个单节(单节最大重量47t),然后依次把各节吊入门槽,最后焊接节间连接,简称门槽外单节拼装焊接。两种方案的优缺点很明显:方案一的优点是整体拼装,各方面的关系可以在焊接前调节,且有利于节间的螺栓连接,缺点是焊接约束多、难度大;方案二的优点是焊接方便,单节尺寸容易控制,缺点是节间连接的螺栓通过率较低,难以实现闸门的设计意图。
最后考虑其他条件即①现场条件因多年来海水入浸,土地渍化,施工进点时全是烂泥塘,一片沼泽,大容量吊车移动对铺设临时地基的要求较高;②巴帕南附近难以租到80t以上的吊车,远至曼谷租用,耗费时间较长、费用较高;③方案二的平台拼装需要较长时间,且费用较高。
经研究认为门槽内整体拼装焊接的安装方案既可行又节省资金,还加快安装速度。由于本项目中闸门的水封座面、溢流面和安装后不能防腐的部位均采用复合钢板(1Cr18Ni9Ti+16Mn),而不锈钢的热导率与低合金钢相比差异较大,焊接变形难以控制。再加上上扉门的下游面板整个为水封座面,要求平面度和直线度不大于3mm,对焊接变形的要求又较高。为了保证方案的顺利实施,必须对闸门的焊接工艺进行优化和控制。
3.2 闸门吊装和装配
考虑闸门门叶结构复杂,外形尺寸较大[下扉门外形尺寸为20.89m?10.86m?1.745m(宽?高?厚),上扉门外形尺寸为20.89m?10.455m?1.4m(宽?高?厚)],需将闸门结构分成了多个制造及运输单元。下扉门门叶结构共分为两节,每节沿宽度方向分左、右段制造及运输,上扉门门叶结构为一节,沿宽度方向同样分左、右两段制造及运输,主轮装置、侧轮装置、内部爬梯及进人孔盖均与对应的单元装配在一起。动滑轮装置及水封装置等与门叶结构解体运输。
下扉门门叶结构上下节之间采用法兰连接,用不锈钢螺栓把合,左右段之间采用现场对接焊缝,焊缝错缝200mm,水平次梁用连接段在现场搭接焊。每个运输单元除对接处敞口外均为封闭结构。闸门出厂前,除水封装置及外部爬梯外,所有结构及装置在厂内组装,并打上装配标记。
门槽内整体拼装焊接的具体方法是在门槽安装完毕,二期混凝土达到设计强度后,预先在底坎上装设4个垫块作为门叶组合的基准面,在每块运输单元上焊接临时吊耳。组合时先将门叶下节的左、右段吊进门槽就位,吊装时利用两台50t的吊车分别位于门槽上、下游侧,通过两台吊车的配合完成闸门的移位、翻转及入槽的各项工作。底节就位时在门叶上游侧布置两台30t压机调整垂直度,以防止吊装顶节时因其倾斜而影响就位质量。依靠固定支承法兰进行左右对缝调整,经调整后的门叶拼缝错牙、扭曲及几何尺寸完全符合单节门叶结构要求时,对门叶分缝进行点焊,再按照底节吊装方法将门叶顶节左、右两段吊进门槽,分别在左右边柱和居中的两组法兰孔内沿对角线方向装上定位销,并穿上连接螺栓,调整好门叶的各部分尺寸,最后对顶节门叶分缝进行点焊,然后再次复核测定,当确认门叶形体结构符合要求时,将各节间法兰面的连接螺栓把合好。螺栓紧固遵循先内后外、对称分次紧固的基本原则,各螺栓紧固力矩相等。
上述作业完成后,按相同的方法把上扉门吊装完成,并点焊固定。
3.3 焊接控制
门叶组装完毕并在各项质量指标均检查合格后开始焊缝施焊。闸门焊缝情况为闸门面板及顶、底部钢板的工地对接焊缝均采用双“V”形坡口,节间连接处腹板为单“V”形坡口,对接处焊缝结构基本对称,便于工地施焊时控制变形。为了解决上下节结构用螺栓把合后,两腹板之间的防腐问题,腹板材料选用复合层钢板,不锈钢面朝外。
对焊接来说,主4ccf要要求是既要保证焊缝或接头的内外质量以满足其使用性能,又要减少焊接变形以达到构件的尺寸要求,这两个要求是实际操作的基本出发点。一般情况,只要选取合适的焊接材料,按照规范规定焊接,基本可以保证焊缝质量,所以编制闸门焊接工艺要求的关键是控制焊接变形,具体焊接要求为:由两名合格焊工采用相同规范同步进行对称焊接,主缝焊接前,对顶板、底板、节间、上游面板及下游面板预先进行定位焊,以防止焊接时产生过大变形,主缝焊接采用先焊面板立缝,然后焊仰视焊缝和俯视焊的顺序,其中面板焊接采取先内后外的焊接次序。节间焊缝的焊接顺序由于节间采用复合不锈钢板,首先用不锈钢焊条焊接一道不少于2mm的不锈钢,然后再开始普通焊条的焊接。焊接操作方式采用分段退步焊,每条焊缝分多层焊完,每层厚度控制在3~5mm以内。
确定了焊接工艺和焊接顺序后,要在实施过程中进行监控。在焊接过程中发现有过大变形或焊接质量问题,要及时分析原因,找到问题,及时调整焊接顺序及焊接规范,控制和防止变形。按焊缝类别进行符合规范要求的探伤检查,对不合格的焊缝作返工处理,直至检验合格,保证焊接质量满足规范要求。
门体主焊缝焊接检查完成后,应对整体门叶的几何尺寸、主轮踏面的平面度、水封座的直线度及上下扉门之间的相对间隙、各闸门与埋件的位置误差进行一次全面的测定记录,全部合格后才开始动滑轮装置的焊接及节间腰带板的装焊和边柱的封焊,封焊顺序为先焊边柱后焊节间腰带板角焊缝。
当门叶全部装拼完成后,开始进行受损部位和焊缝周围油漆的修补和最后一遍油漆的工作,最后安装闸门止水。止水安装验收合格后,即完成该孔闸门的全部安装任务。
4、启闭机安装
4.1 启闭机的布置型式
上下扉门均设置了两个吊点,每个吊点的两个动滑轮安装在闸门吊耳板上,吊点距为19.6m,每扇闸门分别由一台固定卷扬式启闭机操作。
双扉闸门的启闭设备主要由卷扬机构、滑轮装置、上部导向轮、下部导向轮、钢丝绳托轮装置、钢丝绳调整装置、纠偏装置、极限限位装置、挂脱钩装置、吊钩装置等组成。启闭机结构布置型式类似,传动系统由带制动器的电动机、手摇机构、轴向制动器、蜗轮蜗杆减速器、锥齿轮减速器、两级开式齿轮及卷筒装置等组成。两个吊点的钢丝绳缠绕方式不同,其中一个吊点的钢丝绳直接从卷筒上绕下,绕过闸门一侧吊耳上的动滑轮装置后,通过灌锌铸钢锥形绳套固定在钢丝绳调整装置上,调整装置安装有一压力传感器;另一个吊点的钢丝绳从卷筒上绕出,通过上部导向轮(下扉)或直接(上扉)下到下部导向轮后,通过钢丝绳支承装置跨过闸门孔口至另一侧闸墩的下部导向轮,然后由另一侧的上部导向轮(上扉)或直接(下扉)上到滑轮装置的定滑轮上,再向下绕过闸门另一侧吊耳上的动滑轮,同样固定在钢丝绳调整装置上。钢丝绳缠绕示意图见图1和图2:

4.2 启闭机吊装及装配
启闭机装设于高程15.75m启闭机平台上(底坎高程为-7m),利用吊车把启闭机及附属设备分别吊入对应位置,吊装前以门槽的起吊中心线到连接轴中心线的距离为主要控制基准安装100mm高的型钢平台,启闭机吊入后将大开式齿轮与小齿轮准确对位,保证齿侧及齿顶隙、接触精度达到设计要求,同时保证卷筒的位置准确到位,校正机架的水平高程。机架(包括滑轮组、导向轮等)采用螺栓联接,当机架与地脚螺栓联接牢固后,开始浇注机架底部填充混凝土,待混凝土达到设计强度后,再进行其它部件及电气设备的安装及调整。经过反复调整,制动片与制动轮的接触面积达到设计要求。对减速器及传动部分进行检查及加注润滑油,各传动部分运转正常,同时对电气控制系统各参数进行了观察、测试,结果表明满足规范要求。
启闭机完成上述操作后,就开始进行钢丝绳的穿连,本工程由于按照日本规范规定设计,钢丝绳的安全系数达到8倍以上,钢丝绳较粗(上扉门44mm、下扉门60mm),并且线路较长(实际长度150m左右),穿连钢丝绳比较困难,实际选择一根?8mm的钢丝绳一端固定在启闭机上,另一端按照实际线路穿到对侧的机房,并越过导向轮,把启闭机钢丝绳连接在细钢丝绳上,开动启闭机,带动钢丝绳至启闭机并缠绕,多余部分割除。
5、闸门调试
在完成剩余设备的安装工作后,并对压力传感器、高度传感器的读数进行整定后,剩余的工作就只有联动调试。由于双扉闸门启闭机布置形式特别,两个吊点的钢丝绳缠绕方式不同(见前面钢丝绳缠绕示意图),钢丝绳长度相差较大,给两个吊点的同步运行带来较大的困难。按标书要求,两吊点运行不同步达25mm时,电动机应自动停止工作。这时可以通过两侧的钢丝绳调节装置进行调整,直至同步满足要求,实际操作中由于卷筒左右侧绳槽制造公差的不同、开度传感器检测精度的不一、两钢丝绳长度的不同等原因,各种误差进行累积,25mm的精度要求现场调整难度较大。后经现场计算、测量,如此大跨度的闸门两侧不同步在30~50mm应可以满足闸门的运行要求。闸门运行初期,在不影响闸门安全运行的情况下适当降低精度,可以减小闸门的调整次数,有利于减轻管理人员的工作强度。该闸门通过进一步的安装调整减少各种误差,并经过一段时间的运行,最终达到了闸门同步升降的运行要求。
6、结语
巴帕南水闸工程金属结构于1997年9月开始安装,2000年初投入运行,目前,全部闸门运行良好。在该工程的大型双扉闸门的安装过程中,业主、咨询与承包商一起,大胆设想,立足现场施工设备和能力,认真研究,每个操作细节都充分考虑,采用了多种简易、经济、安全的安装方案,不但了保证安装质量,而且提前了安装工期,减少了投资,也提高了安装技术水平。

| 评论 |
|
|



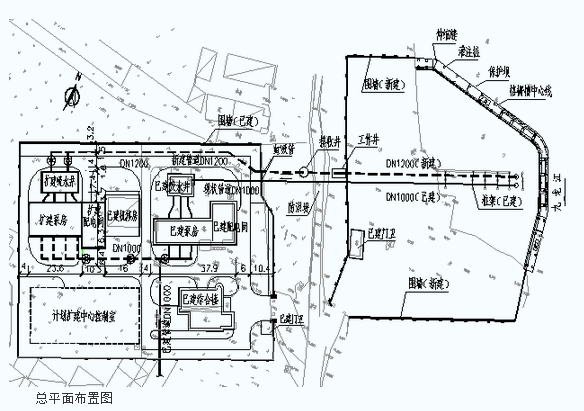 |
典型取水泵站扩建工程设计 |
| 论文导读:取水头部。设计采用新型双排拉森钢板桩围堰。虹吸管。穿越防洪堤。抽真空系统。总平面布置图.. |
热门文章

轻轻松松读懂地质报告
1、如何阅读勘察报告(1)直接看结束语和建议中的持力层土质、地基承载力特征值和地基类型以..[详细]