

三峡工程右岸电厂水轮机尾水肘管里衬制作工艺
简介: 三峡工程右岸电厂尾水肘管里衬制作工艺
关键字:三峡工程 右岸电厂 尾水肘管
1 尾水管结构简介
尾水管为弯肘形,总高度(从导水机构中心线至尾水管底部最低点)为30 m,总长度(机组中心线至尾水管出口断面)为50 m。从转轮出口开始直至水流速度不大于6 m/s的尾水管肘管内壁,以及支墩鼻端都安装了钢板里衬,支墩鼻端里衬长度延伸至中墩两边的直线段500 mm。钢板里衬自基础环开始延伸至肘管出口至机组中心线17.5 m处,从转轮出口开始的一段高度为1.5 m的里衬(包括基础环的一部分)为不锈钢,其余部位为Q235B。尾水管锥管里衬的进口直径9 452 mm,尾水管出口总宽31.9 m,高12.4 m,由2个宽2.45 m的支墩分隔成净宽9 m的三个出口。整个尾水管出口扩散段的布置相对于机组中心线不对称。
2 肘管里衬结构特点
肘管里衬截面由进水口端直径为11 910 mm的圆形断面渐变至出水口端高为6 750 mm、宽为31 785 mm的扁圆形,高度(从肘管里衬进水口端平面至肘管里衬内壁底部最低点)为16 500 mm,长度(机组中心线至肘管里衬出水口断面)为17 500 mm。里衬厚度为25 mm,材料为Q235B。里衬外壁采用加劲环加强,加劲环厚度为20 mm,环高为300 mm,材料为Q235B。里衬外壁间距300 mm布置L形拉锚,底部布置有一定数量的混凝土浇注孔和安装调整用的钢支墩。里衬内壁最低处两侧布置有排水盒,出水口端管节顶部左侧布置有800 mm进人门。肘管里衬中心线相对于机组中心线向左岸偏移5°。管节为出水口端向左岸方向偏移的扭曲状。
3 肘管里衬制作工艺
肘管里衬制作分为瓦片制作和管节制作两大工序。根据设计图纸和规程规范的要求,两大工序的工艺流程如下:

瓦片制作的工艺流程:材质检验→排料→接板→接板矫平→下料→卷弧及直板段制作
管节制作的工艺流程:弧段对接→管节组装→内支撑整体加装→管节纵缝、加劲环及附件焊接→终检→防腐
3.1 瓦片制作工艺
3.1.1 材质检验
本项目的原材料进场后,钢板按规范要求进行复验,并对用于肘管管壁的板材进行10%超声波抽检。
3.1.2 排料
在设计图纸中,瓦片现场对接缝存在大量十字焊缝,根据业主及监造部提出不得出现十字焊缝的要求,商定由施工单位自行分缝。
根据管节周长尺寸大的特点,将管节的左右两侧弧段各分为2块瓦片,顶面直板和底面直板由原设计的梯形改为梯形和矩形相互间隔,与矩形直板相对接的弧段增加一段梯形直板。这样,现场对接缝就完全避免了十字焊缝。
由于肘管里衬钢板未能定尺采购,除一部分瓦片用整板下料外,多数瓦片需要接板。排料工作不但要考虑本块瓦片按规范要求错开焊缝,还需考虑相1000邻瓦片错开焊缝,满足技术和成本双重要求。
3.1.3 接板
接板采用埋弧自动焊进行焊接,焊接后按要求进行内壁焊缝打磨,并按要求进行无损探伤。接板工作量比较大,单套肘管接板焊缝达500多m。
3.1.4 接板矫平
接板焊接后,由于焊接收缩引起的焊缝棱角度需要矫正。采用油压机进行焊缝棱角度矫正,矫正合格后进行下料。
3.1.5 下料
弧段瓦片轮廓多为曲线,为确保下料尺寸的精确度,必须采用数控切割机下料。切割后,根据瓦片的弧长、弦长、对角线长、直边长等数据进行全方位检查,确保外形尺寸的精确度。
瓦片切割后,用半自动切割机切割坡口,并对坡口进行清理和坡口形状、尺寸检查,以及坡口缺陷的处理。
3.1.6 卷弧
(1)卷板机 卷板机采用W11S-140×4000水平下调式三辊卷板机。该机设有计算机控制系统,上辊可垂直升降,上辊最大倾斜角3°,下辊可水平移动。卷制锥形瓦片时,上辊的倾斜值可通过输入钢板厚度、钢板宽度、屈服极限、工件大端半径、工件小端半径、成型次数、钢板的相对强化系数等数据后,系统自动计算出上辊倾斜值,液压系统自动工作使上辊倾斜至计算值。
(2)滚压线确定 卷弧是瓦片制作的关键环节,而滚压线的确定是瓦片卷弧的关键技术。瓦片卷弧的成型质量,直接关系到拼装的质量及进度。
管节弧段扭曲是本项目的特点。设计图纸仅提供了瓦片的展开坐标,未提供卷弧用的滚压线。确定瓦片卷弧的滚压线,成了瓦片卷弧的关键技术问题。
滚压线的确定,是通过计算机三维模型来确定滚压线的位置。在每一管节的弧段上,确定滚压线相对于等分线的偏移量,作为瓦片卷弧的滚压线。滚压线划线时,瓦片进口端等分点不变,瓦片出口端等分点按照偏移量数值大小及方向在等分点位置进行偏移找点,该点与进口端等分点连线即为滚压线。
下面是某块瓦片滚压线的偏移量举例:
实践证明,按照这种与等分线偏移的滚压线进行卷弧,确保了瓦片的成型质量。
(3)瓦片卷制
一般瓦片卷制:
①卷板:瓦片压头后,在卷板机微控系统输入被卷瓦片的有关数据,液压系统操作上辊倾斜至计算值后即可进行卷板。随着被卷瓦片宽度的变化,每隔适当距离,在卷板机微控系统输入新的钢板宽度数据后继续进行卷制,并在卷弧过程中不断调整瓦片位置,确保卷板时滚筒轴线与滚压线平行。用样板检查弧度直至符合要求。
②矫正:卷弧完毕后,将瓦片吊放在钢平台上,对瓦片进口端和出口端的弧度进行检查,局部超标采用火焰矫正方法进行矫正。
③检验:瓦片在自由状态下进行检验。对瓦片外形尺寸、管口平面度及弧度进行检查,应符合要求。为检查方便起见,瓦片扭曲度换算为瓦片成型后两对角线理论值,对角线实测值与理论值误差控制在一定范围内。
超宽瓦片卷制:
由于一些管节弧段的外形尺寸及扭角较大,滚压线倾斜度大,同时,瓦片在卷弧时越卷宽度越大(滚压时瓦片最大宽度可达到6 m),而卷板机两机架间净宽只有4.7 m,由于机架与被卷钢板发生干涉,部分瓦片无法整块直接在卷板机上成形。
这些瓦片宽度均在2 800 mm左右,在瓦片宽度方向需拼板对接,需拼接的瓦片(需拼接的上下瓦片里较宽的一块中有的仍需分成左右两块)先分块卷弧,将需拼焊的焊缝调整到卷板后再焊接。
根据这种情况,具体制作工序调整为:排料后分块下料→各块点焊连接后整体下料→各块分解后分开卷弧→瓦片拼接→焊接→矫正→检验。
通过以上措施,克服了卷板机的限制,所有超宽瓦片均顺利通过验收。
3.1.7 直板段制作
直板段分矩形和梯形两种型式。如果因长度限制需要分段,或需要接板,需经排料确认。接板焊接后进行外观检查和无损探伤。并进行焊缝棱角度矫正,合格后采用半自动切割机进行下料,然后进行坡口切割及内壁焊缝打磨。直板段制作完毕,检查几何尺寸及坡口应符合要求。
3.2 管节制作工艺
3.2.1 弧段对接
(1)将弧段的两块瓦片出口端朝下吊放于钢板平台上,调整瓦片与地样对齐,用挡板将其固定。
(2)检查管口与钢板平台的间隙,管口平面度应符合要求。
(3)检查、调整两瓦片对接纵缝间隙和错边量应符合要求。
(4)检查进、出口端管口相对位置。在两瓦片进、出口端管口半圆范围内,每隔30度作一对特殊点,用吊线锤的方法,检查每一对特殊点的投影值。实测投影值与计算值误差应符合技术要求。
(5)两块瓦片对接符合要求后,对接纵缝用手工电弧焊按要求进行定位焊 。
(6)在进、出口端各加装一层内支撑。
(7)对接纵缝焊接。采用富氩(80%Ar+20%CO2)保护实芯焊丝熔化极气保焊接技术

| 评论 |
|
|



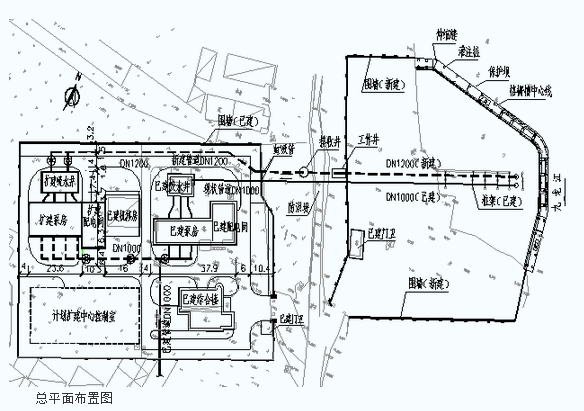 |
典型取水泵站扩建工程设计 |
| 论文导读:取水头部。设计采用新型双排拉森钢板桩围堰。虹吸管。穿越防洪堤。抽真空系统。总平面布置图.. |
热门文章

轻轻松松读懂地质报告
1、如何阅读勘察报告(1)直接看结束语和建议中的持力层土质、地基承载力特征值和地基类型以..[详细]